Productos de Filtración de Aire
Explore nuestra amplia gama de soluciones de filtración de aire de alta calidad, diseñadas para una gran variedad de industrias.
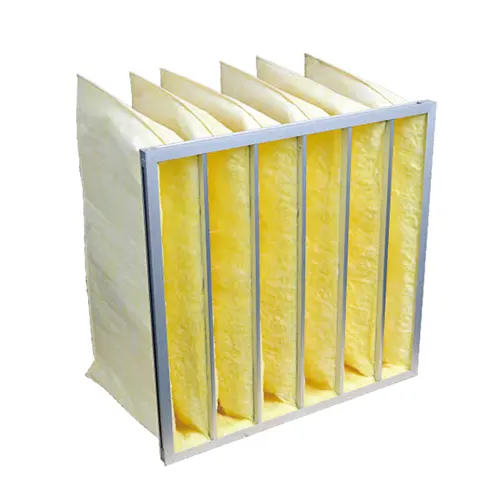
Desde filtros para climatización (HVAC) y HEPA hasta aplicaciones industriales, nuestros filtros de aire ofrecen un rendimiento superior, eficiencia energética y una fiabilidad duradera.
Encuentre el filtro perfecto para satisfacer sus necesidades.